
- * Description:
-
Polylactic acid resin is a new type of fully biodegradable polylactic acid (PLA) resin material,
which is made from starch extracted from renewable plant resources (such as corn). Starch
raw materials are saccharified to obtain glucose, which is then fermented with glucose and
certain strains to produce high-purity lactic acid, and then polymerized to produce polylactic
acid of a certain molecular weight. After use, it can be completely decomposed by microorganisms
in nature, and finally generate carbon dioxide and water, which comes from nature and goes
back to nature, truly achieving zero pollution.
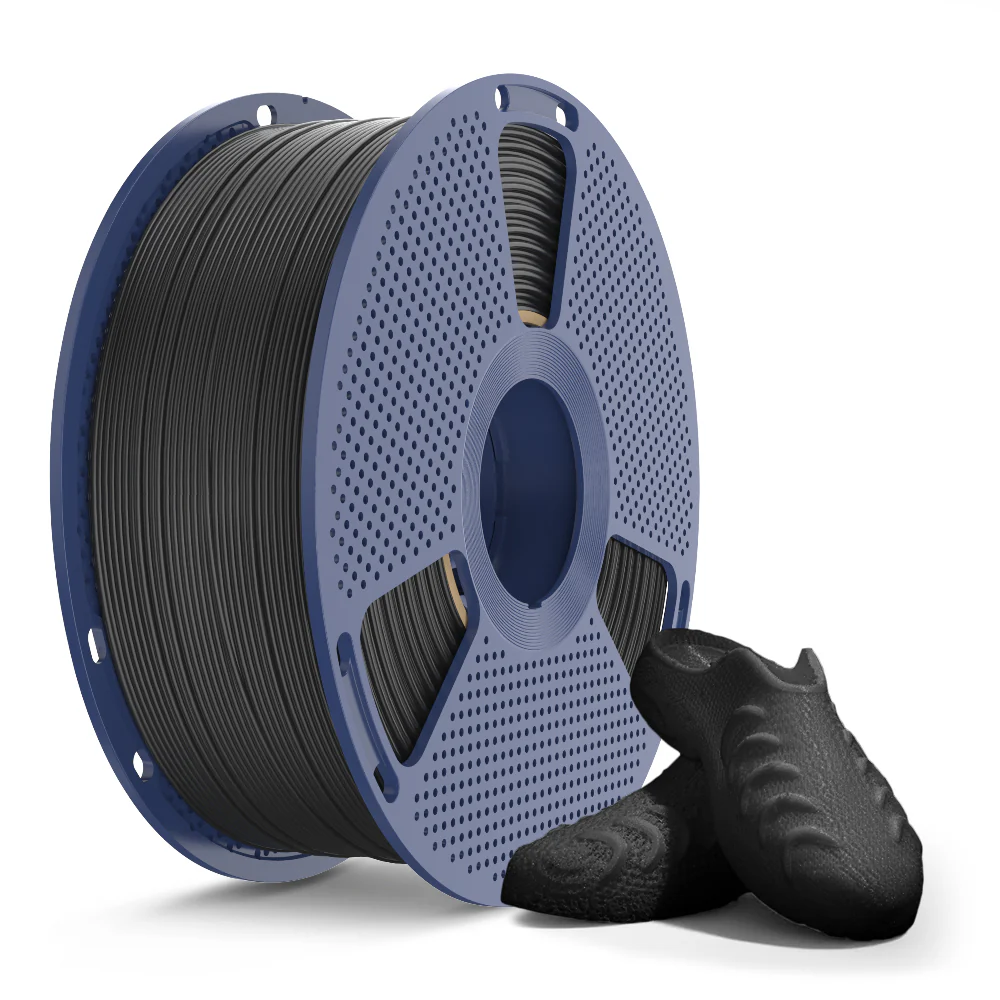
Marble PLA is a high-performance modified material suitable for 3D printing. It can be processed
using standard 3D printing extrusion equipment, resulting in printed products with a highly
realistic marble texture. The extruded filament offers a stable diameter, excellent toughness, and
high interlayer strength, making it suitable for high-speed printing. We specialize in extrusion-based
3D printing products.
- * Product introduction video
-
- * Print model
-
Items | Test method | Unit | Value |
Density | ISO 1183 | g/cm3 | 1.26 |
Melt index | ISO 1133 | g/10min | 4-6 |
Melting point | ISO 11357 | ℃ | 155-170 |
Tensile Strength | ISO 527 | MPa | 54 |
Tensile modulus | ISO 527 | MPa | 4900 |
Elongation @ break | ISO 527 | % | 36 |
Bending Strength | ISO 178 | MPa | 90 |
Flexural modulus | ISO 178 | MPa | 4600 |
Notched impact strength | ISO 179 | KJ/m2 | 18.6 |
Unnotched impact strength | ISO 179 | KJ/m2 | 33 |
Heat Deflection Temperature | ISO 75 | ℃ | 55-60 |
Vicat softening temperature | ISO 306 | ℃ | 55-60 |
Note: The above data only represent general data | |||
Marble PLA material undergoes rigorous drying at the factory. The dried resin has a moisture content of less than 600 ppm and is stored in vacuum-sealed aluminum foil or PE bags. Due to its high water absorption and degradation, unused material must be sealed to prevent moisture absorption. This can cause the resin to increase its melt index, become brittle in finished products, and develop surface bubbles during use.
Drying Conditions: 60°C for 3-4 hours under forced air drying.
Extrusion Conditions: Depending on the extrusion equipment, the recommended processing temperature is 170°C-200°C.
-
 Download Materials
Download Materials